Drei Verfahren. Drei Charaktere.
Laser Wire DED, WAAM und SAAM gehören zur Familie der drahtbasierten Metall-Auftragsverfahren. Technisch sind sie aber keine Varianten desselben Prinzips, sondern unterschiedliche Prozesswelten.
Sie unterscheiden sich vor allem durch Energiequelle, Prozessführung, Auftragsrate, Präzision und typische Bauteilgröße.
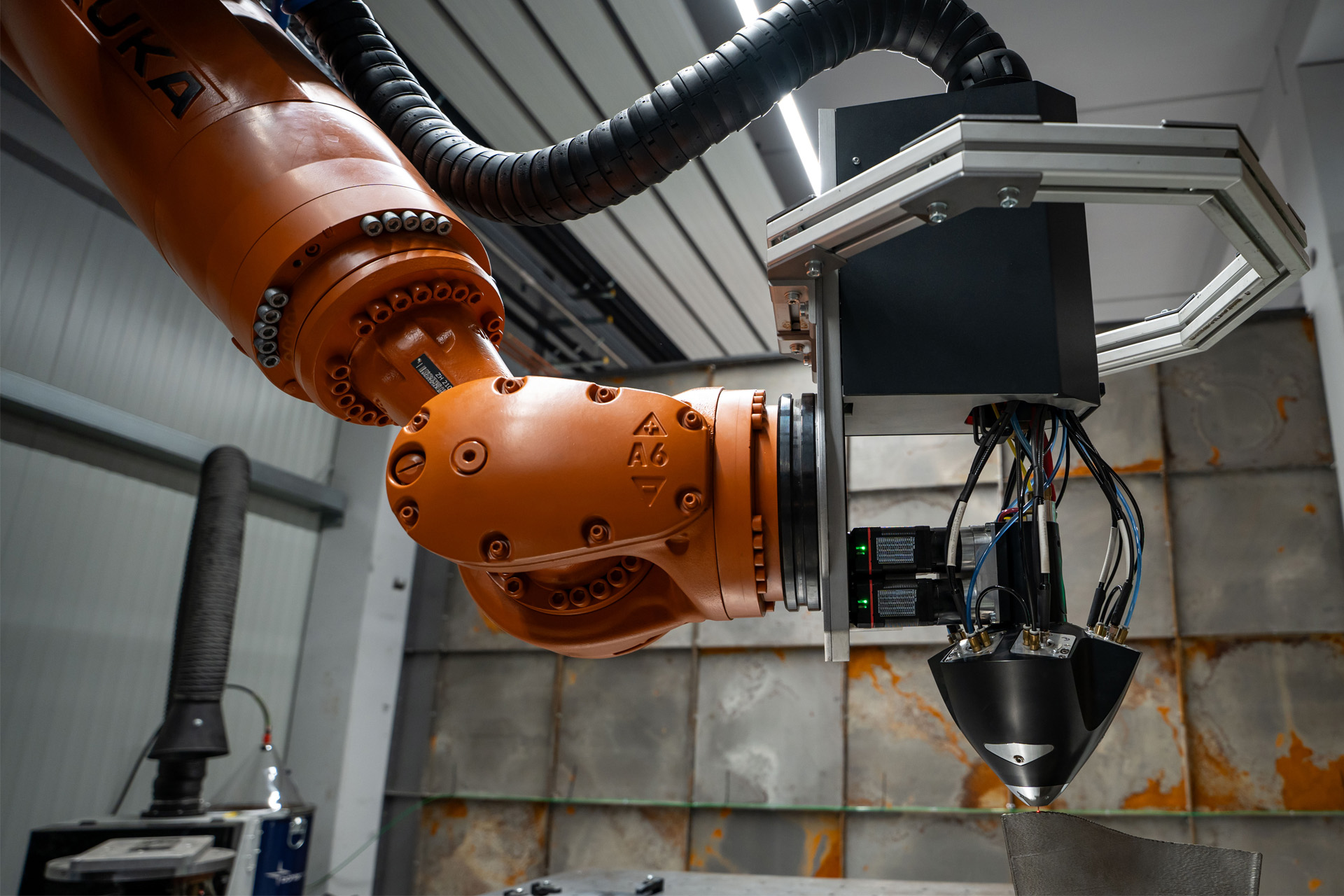
Laser Wire DED: kontrollierter Energieeintrag.
Beim Laser Wire DED wird Metalldraht mit einem Laser lokal aufgeschmolzen und gezielt aufgetragen. Der Prozess eignet sich besonders, wenn kontrollierter Wärmeeintrag, feinere Strukturen und höhere geometrische Qualität wichtig sind.
- Präziser Energieeintrag
- Kontrolliertes Schmelzbad
- Feinere Raupen
- Gute Basis für hybride Nachbearbeitung
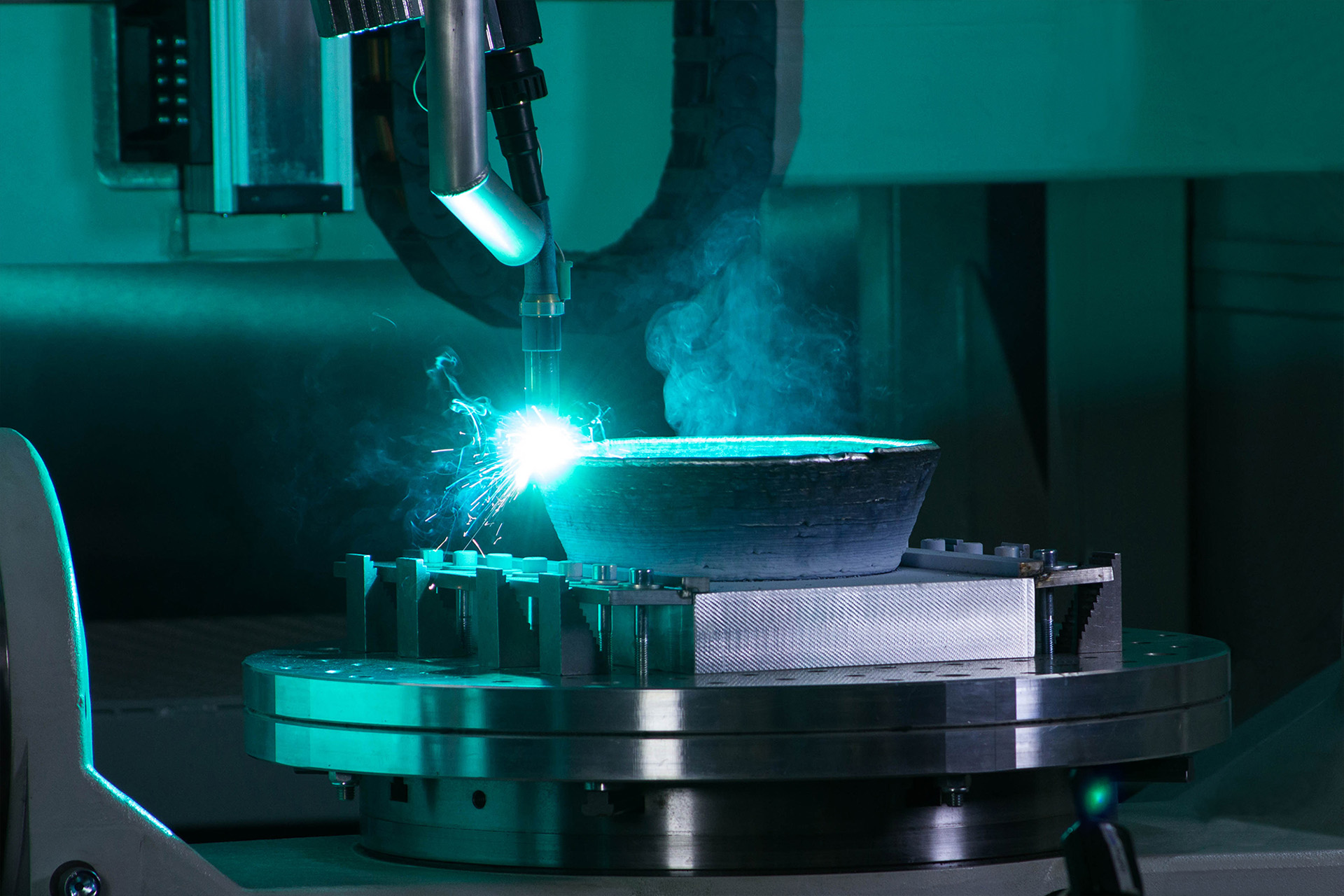
WAAM: massiver Aufbau mit Lichtbogen.
WAAM nutzt einen Lichtbogen als Energiequelle und verarbeitet Metalldraht mit hoher Auftragsrate. Der Prozess wird besonders interessant, wenn große Volumina wirtschaftlich aufgebaut werden sollen.
- Hohe Auftragsrate
- Große Bauteile
- Robuste Prozessbasis
- Wirtschaftlich bei viel Materialvolumen
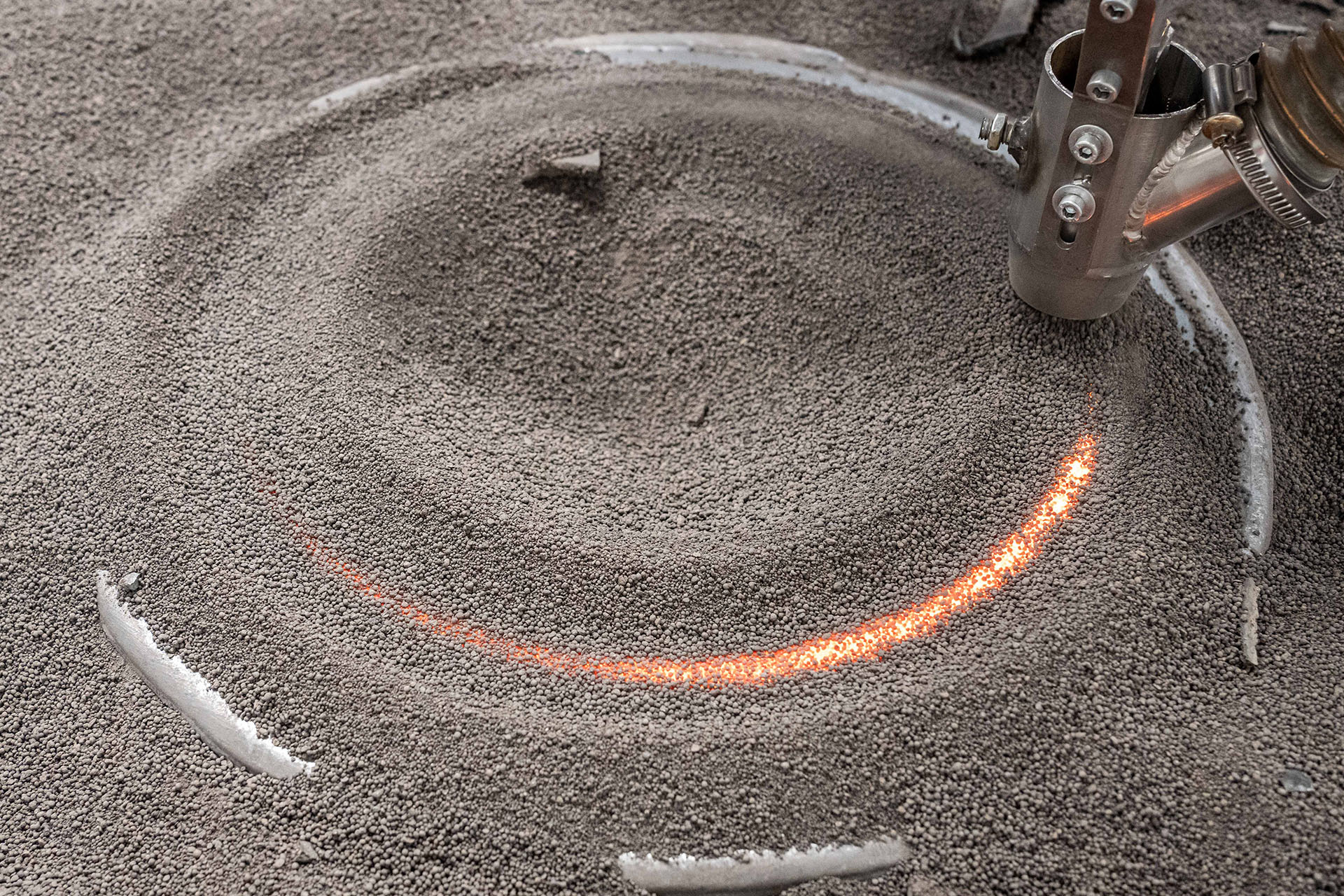
SAAM: Aufbau über Strategie.
SAAM steht für einen stärker strategiegetriebenen schweißbasierten Aufbau. Im Fokus stehen Bahnführung, Aufbaurichtung, Segmentierung und die kontrollierte Herstellung komplexerer Strukturen.
- Adaptive Bahnstrategien
- Mehrachsiger Aufbau
- Bessere Anpassung an komplexe Geometrien
- Starke Verbindung von Software und Prozessführung
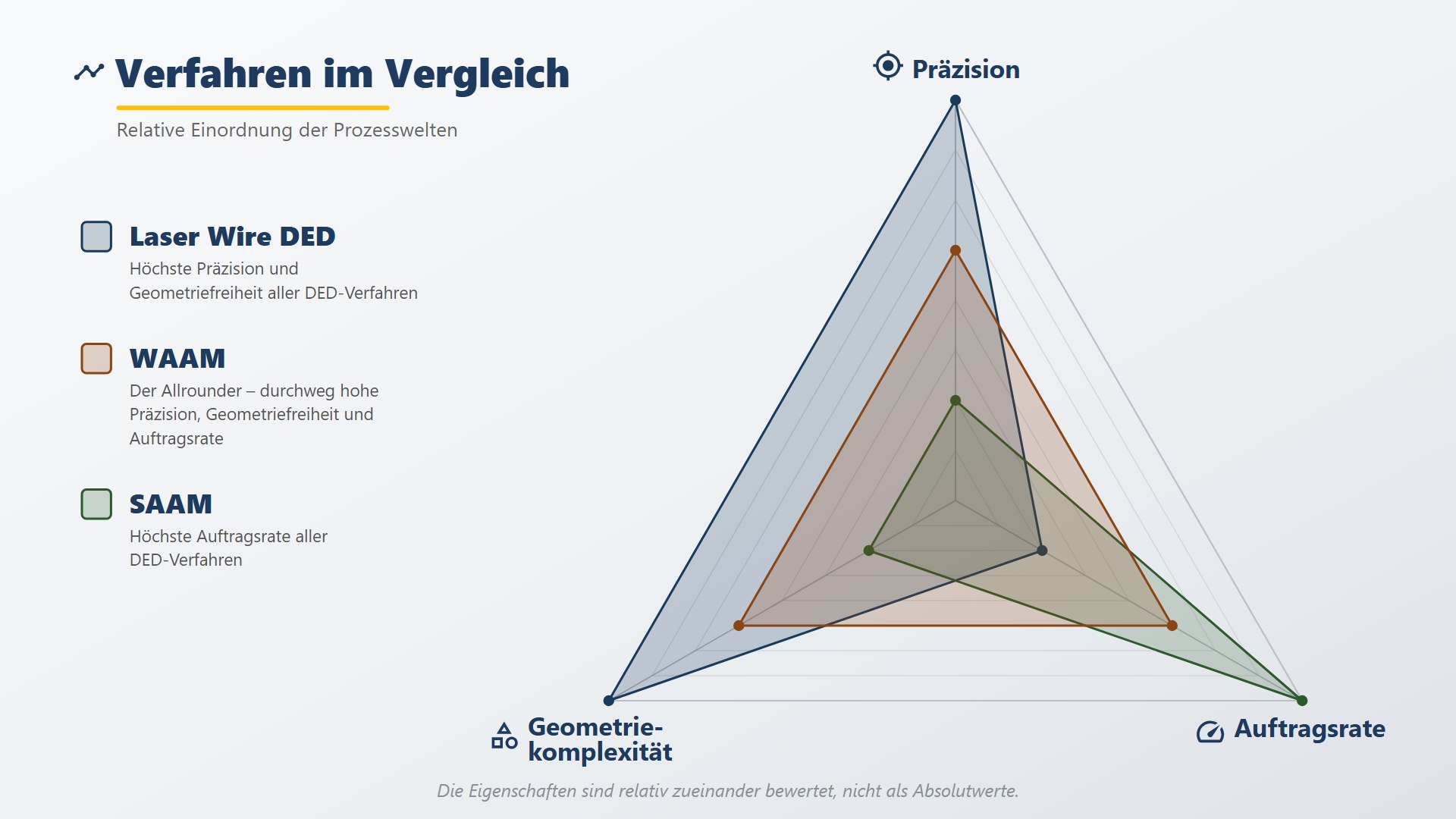
Nicht besser oder schlechter. Anders.
Die richtige Wahl hängt nicht nur vom Material ab. Entscheidend sind Bauteilgröße, Geometrie, Wärmeeintrag, Zugänglichkeit, Zielgenauigkeit und Nachbearbeitung.
Laser Wire DED
präzise, fein, höchste Geometriefreiheit
WAAM
ausgewogen, vielseitig, der Allrounder
SAAM
groß, schnell, höchste Auftragsrate
Das Verfahren ist nur der Anfang.
Ob ein Bauteil wirklich geeignet ist, entscheidet sich an der Geometrie: Überhänge, Wärmeknoten, Zugänglichkeit, Aufbaurichtung und Nachbearbeitung bestimmen den realen Aufwand.